Công ty cổ phần vận tải sông biển Ngọc Vương với tên thương hiệu Ngọc Vương, được thành lập năm 2005, tiền thân là công ty vận tải đường biển, đường sông sử dụng nhiều sản phẩm sơn tàu biển của nhiều hãng nổi tiếng trên thế giới. Năm 2008, Công ty vận tải đường biển chuyển đổi mô hình sang kinh doanh sơn hàng hải, sơn công nghiệp, của tập đoàn PPG Hoa Kỳ. Là nhà cung cấp sơn chuyên nghiệp, chúng tôi có đội ngũ tư vấn kỹ thuật chuyên sâu về giải pháp chống ăn mòn.

Khi thép nung đỏ được xử lý qua dây chuyền cán thép, thì nó phản ứng với môi trường không khí và hình thành một lớp vảy trên bề mặt thép. Lớp vảy này gọi là vảy cán. Khi thép được cán đỏ, một lớp màng oxýt được hình thành trên bề mặt – vảy cán.
Khi thép được cất giữ để ngoài trời, thì lớp vảy bị vỡ ra và tạo thành rỉ. Vảy cán và rỉ thường tạo ra nhiều vấn đề trên bề mặt và vì vậy phải loại bỏ nó bằng phương pháp chuẩn bị bề mặt cơ học.
Để đánh giá bề mặt thép trước khi chuẩn bị bề mặt, người ta dùng tiêu chuẩn quốc tế ISO 8501-1
Phần tiêu chuẩn ISO 8501 này phân biệt bốn mức độ rỉ mà thông thường nhìn thấy trên bề mặt thép chưa sơn khi cất giữ trong kho bãi.
Có bốn mức độ rỉ khác nhau A, B, C và D là cơ sở cho các tiêu chuẩn xử lý bề mặt được mô tả cùng có các hình mẫu kèm theo.
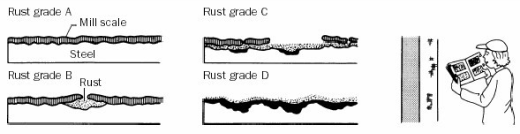
Dùng tiêu chuẩn ISO 8501-1 hoặc tiêu chuẩn tương tự khi đánh giá mức độ rỉ trên bề mặt thép chưa sơn.


Theo mỗi phương pháp chuẩn bị bề mặt được ký hiệu tương ứng là “Sa”, “St” hoặc ”Fl” để biểu thị kiểu phương pháp làm sạch bề mặt mà chuẩn bị dùng. Cấp độ đó sẽ cho bề mặt không còn vảy cán, rỉ và lớp sơn cũ.
Tiêu chuẩn này gồm có ba cấp độ chuẩn bị bề mặt:
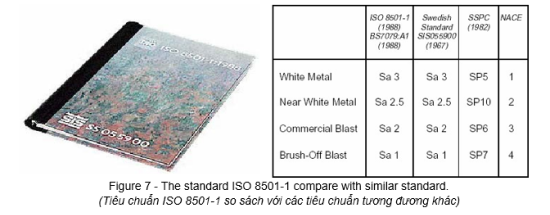
Việc chuẩn bị bề mặt bằng phương pháp thổi sạch bằng hạt mài được ký hiệu là “Sa”. Trước khi thổi bằng hạt mài phải loại bỏ những lớp gỉ dầy bằng cách gõ. Phải làm sạch dầu mỡ, chất bẩn có thể nhìn thấy được. Sau khi thổi sạch, bề mặt phải sạch không còn bụi bẩn và tạp chất.
Sa 1 Light blast cleaning (thổi lướt qua): Khi quan sát bằng cách thông thường, bề mặt phải không còn dầu mỡ, chất bẩn và những phần vảy cán ít bám dính, rỉ sét, màng sơn và tạp chất khác.
Sa 2 Thorough blast cleaning (thổi kỹ): Khi quan sát bằng cách thông thường, bề mặt phải không còn dầu mỡ, chất bẩn và đa số những vảy cán, rỉ sét, các lớp sơn cũ và tạp chất. Những phần còn lại trên bề mặt phải bám chắc vào bề mặt.
Sa 2½Very thorough blast cleaning (thổi rất kỹ): Khi quan sát bằng cách thông thường, bề mặt phải không còn dầu mỡ, chất bẩn và đa số những vảy cán, rỉ sét, các lớp sơn cũ cũng như tạp chất. Chỉ còn lại các vết dưới dạng đốm hay giải nhỏ.
Sa 3 Blast cleaning to visually clean steel (thổi tới bề mặt thép): Khi quan sát bằng cách thông thường, bề mặt phải không còn dầu mỡ, chất bẩn và lớp vảy cán, rỉ sét, các lớp sơn cũ cũng như tạp chất. Bề mặt phải có màu đồng nhất của kim loại.

Lô 1, Ô đất nhà vườn ĐNV2, Đền Lừ III, Hoàng Mai, Hà Nội
Đường Cát Lái, quận 2, Tp. Thủ Đức
Xóm 6, xã Xuân Hưng, tỉnh Ninh Bình
VP1: Thôn Vân Tra, Phường An Hải, thành phố Hải Phòng
VP2: Thôn 3, xã Hợp Thành, huyện Thủy Nguyên, Tp. Hải Phòng
Số nhà 92, đường Trần Nhân Tông, phố Vĩnh Tiến, phường Đông Hoa Lư, tỉnh Ninh Bình, Việt Nam
Khu đô thị Đền Lừ II, Hoàng Văn Thụ, Hoàng Mai, Hà Nội
Đường Trường Tiến, Thành phố Vinh, Nghệ An
598 Lê Văn Hiến, P. Hoàng Hải, Q. Ngũ Hành Sơn, Đà Nẵng
Vân Tra, An Đồng, An Dương, thành phố Hải Phòng
Citibella, Khu dân cư Cát Lái, quận 2, TP. Hồ Chí Minh
© 2021 Công ty Cổ phần Vận tải Sông biển Ngọc Vương. Powered by SaoKim Digital